")
Vollautomatische Messung rotationssymmetrischer Bauteile
04.11.15 - In einem Schraubenverdichter wird ein gasförmiges Fluid auf ein kleineres Volumen mit höherem Druck komprimiert. Dafür sind zwei Wellen achsparallel angeordnet.
 Dieses Rotorpaar zeichnet sich durch zwei ineinandergreifende, schraubenförmige Verzahnungen aus. Dabei unterscheidet man sie hinsichtlich ihrer Ausprägung als male Rotor oder female Rotor. Die Funktionsweise der Schraubenverdichter sieht vor, dass die Stelle, an der sich die beiden schraubenförmigen Wellen berühren, für den Durchgang des zu fördernden Mediums mechanisch verschlossen ist. Sie wird als Wälzlinie bezeichnet. Aus diesem Grund ist eine präzise Fertigung des Profils notwendig. Ansonsten würde es zu merklichen Leistungsverlusten des Verdichters kommen.
Dieses Rotorpaar zeichnet sich durch zwei ineinandergreifende, schraubenförmige Verzahnungen aus. Dabei unterscheidet man sie hinsichtlich ihrer Ausprägung als male Rotor oder female Rotor. Die Funktionsweise der Schraubenverdichter sieht vor, dass die Stelle, an der sich die beiden schraubenförmigen Wellen berühren, für den Durchgang des zu fördernden Mediums mechanisch verschlossen ist. Sie wird als Wälzlinie bezeichnet. Aus diesem Grund ist eine präzise Fertigung des Profils notwendig. Ansonsten würde es zu merklichen Leistungsverlusten des Verdichters kommen.
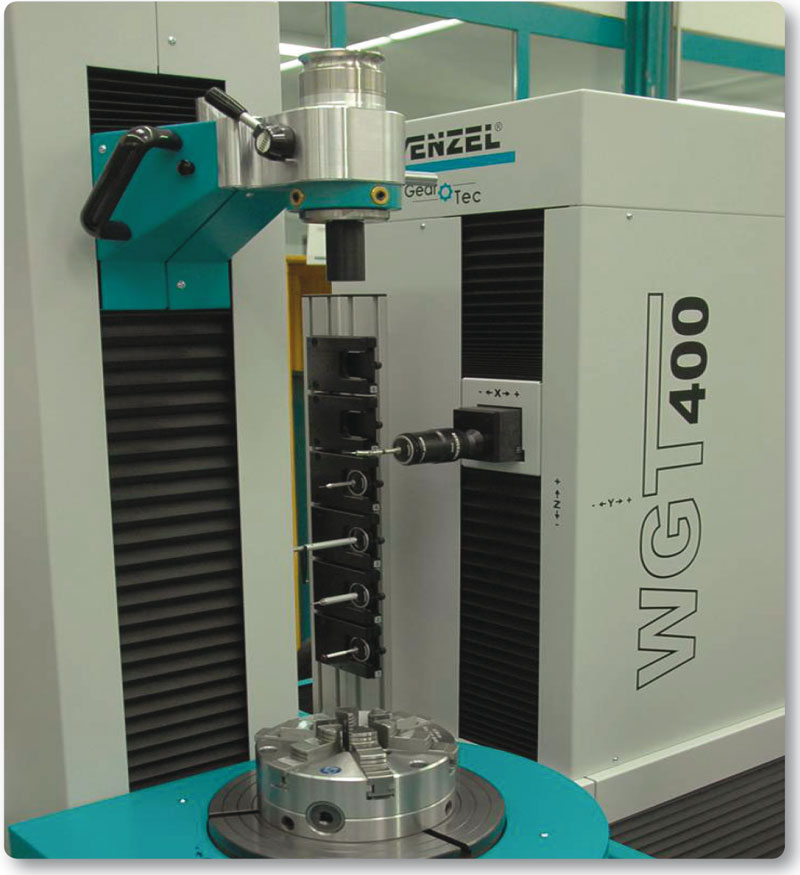
Dies ist nur ein Aspekt warum eine verlässliche und präzise Messung der gefertigten Rotoren durchgeführt werden muss. Mit einem Verzahnungsmessgerät der WGT Serie von WENZEL, Wiesthal, lässt sich zusammen mit dem Softwarepaket TRotor der Rotor vollständig und vollautomatisch analysieren. Dabei gliedert sich der Prüfprozess in die folgenden drei Abschnitte:
- Messprogrammerstellung,
- Messung,
- Bewertung der Messergebnisse.
Vollautomatische Messprogrammgenerierung
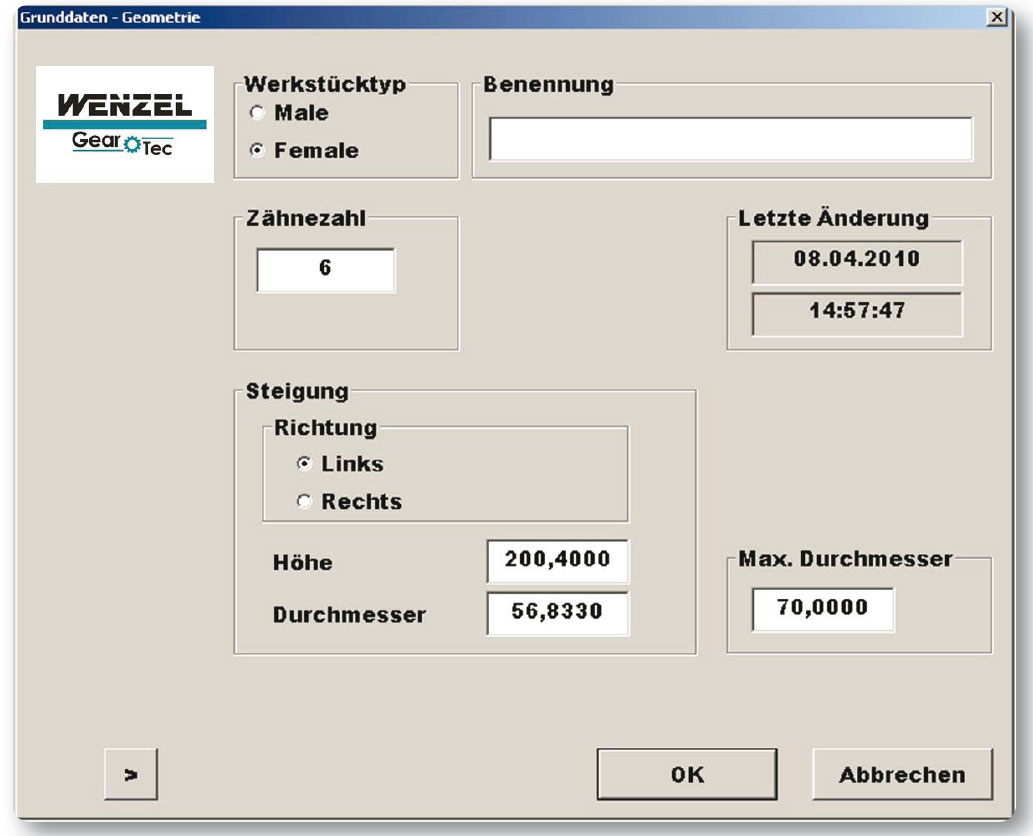 Die Messprogrammerstellung erfolgt über die Eingabe der Rotorparameter in grafisch unterstützte Eingabemasken. In der Eingabemaske für die Geometriedaten werden die Basisinformationen wie Werkstücktyp (male, female), Zähnezahl, Steigungsrichtung, Höhe und Durchmesser übergeben. Für die exakte Definition zur Messung der Flankenlinie wird die Radbreite angegeben und der Messbereich auf der Flanke festgelegt. Gegebenenfalls kann noch ein Höhenbereich definiert werden.
Die Messprogrammerstellung erfolgt über die Eingabe der Rotorparameter in grafisch unterstützte Eingabemasken. In der Eingabemaske für die Geometriedaten werden die Basisinformationen wie Werkstücktyp (male, female), Zähnezahl, Steigungsrichtung, Höhe und Durchmesser übergeben. Für die exakte Definition zur Messung der Flankenlinie wird die Radbreite angegeben und der Messbereich auf der Flanke festgelegt. Gegebenenfalls kann noch ein Höhenbereich definiert werden.
Für die Messung des Profils sind Soll-Daten erforderlich. Diese Solldatensätze werden im VDA-Format bereitgestellt und über das Software-Modul TDatacon aufbereitet. Je nach Ausprägung des Rotors (male oder female) können die Daten in die erforderliche Messebene transformiert und die Richtungsvektoren berechnet werden. Formtoleranzen können sowohl auf Einzelpunkte bezogen, abschnittsweise oder über den kompletten Profilzug festgelegt werden. Auf Grundlage der eingegebenen Daten, Parameter und Definitionen wird das Messprogramm vollautomatisch generiert. Das Messprogramm wird in einer Datenbank abgelegt und kann jederzeit für nachfolgende baugleiche Werkstücke aufgerufen und ausgeführt werden. Das Messprogramm muss nur einmal angelegt werden. Selbst wenn sich der Umfang der Auswertung ändert.
Vor Beginn der Messung können Art und Umfang der Auswertung ausgewählt werden. Diese Auswahl definiert den Messablauf. Für eine optimale Benutzerführung können Grafiken und Texte hinterlegt werden, die den Anwender bei der Aufspannung des Bauteiles unterstützen. So kann gewährleistet werden, dass das Bauteil immer korrekt auf das Messsystem aufgespannt wird und der Messablauf fehlerfrei durchgeführt werden kann.
Zudem sind in dem Messprogramm nicht nur die Verfahr- und Messbewegungen hinterlegt, sondern auch die zu verwendende Tasterkonfiguration. Diese wird bei Bedarf über ein Tasterwechselsystem automatisch aus dem Magazin geholt. So entfällt eine manuelle Interaktion des Anwenders und eine anwenderunabhängige, reproduzierbare Messung kann durchgeführt werden. Während des Messablaufes werden die definierten Profil- und Flankenlinien gescannt, die Teilungsfehler erfasst und die Parallelität der Mantellinien des Grundkreiszylinders sowie der Fusskreisdurchmesser ermittelt.
Umfangreiche Auswertungen einfach erstellen
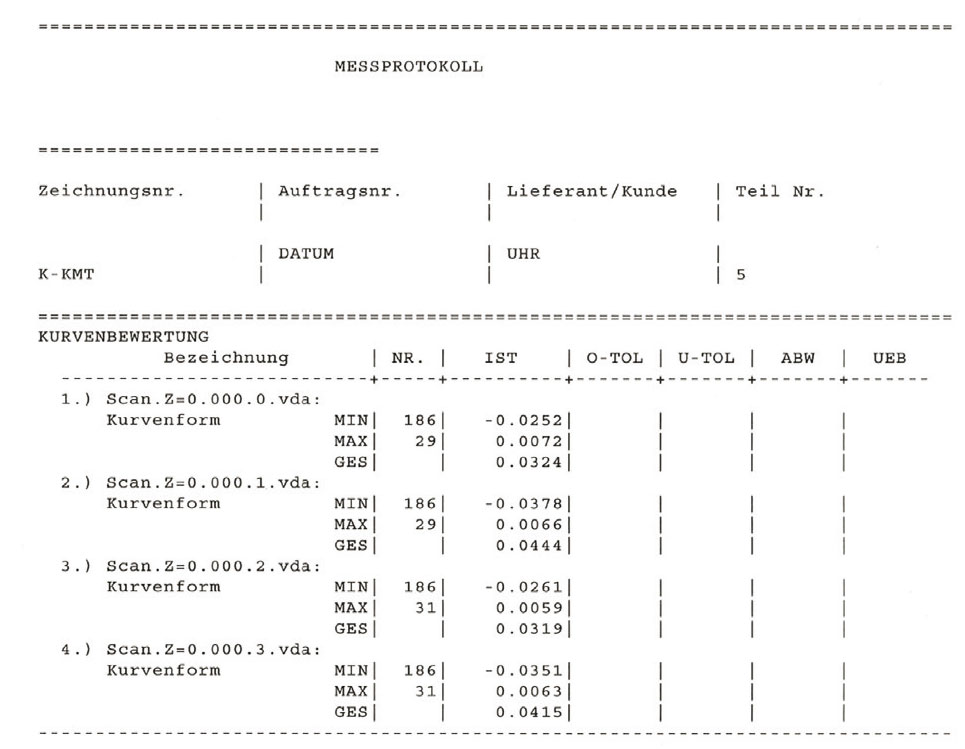 Im Anschluss an die Messung werden die Messergebnisse in grafischen und numerischen Protokollen ausgegeben. Selbst eine statistische Auswertung ist ohne viel Aufwand möglich. Die Messwerte können in einem Langzeitspeicher in ihrer ursprünglichen Form archiviert werden. Eine neue Auswertung mit geänderten Auswertebedingungen kann jederzeit zu einem späteren Zeitpunkt erneut durchgeführt werden.
Im Anschluss an die Messung werden die Messergebnisse in grafischen und numerischen Protokollen ausgegeben. Selbst eine statistische Auswertung ist ohne viel Aufwand möglich. Die Messwerte können in einem Langzeitspeicher in ihrer ursprünglichen Form archiviert werden. Eine neue Auswertung mit geänderten Auswertebedingungen kann jederzeit zu einem späteren Zeitpunkt erneut durchgeführt werden.
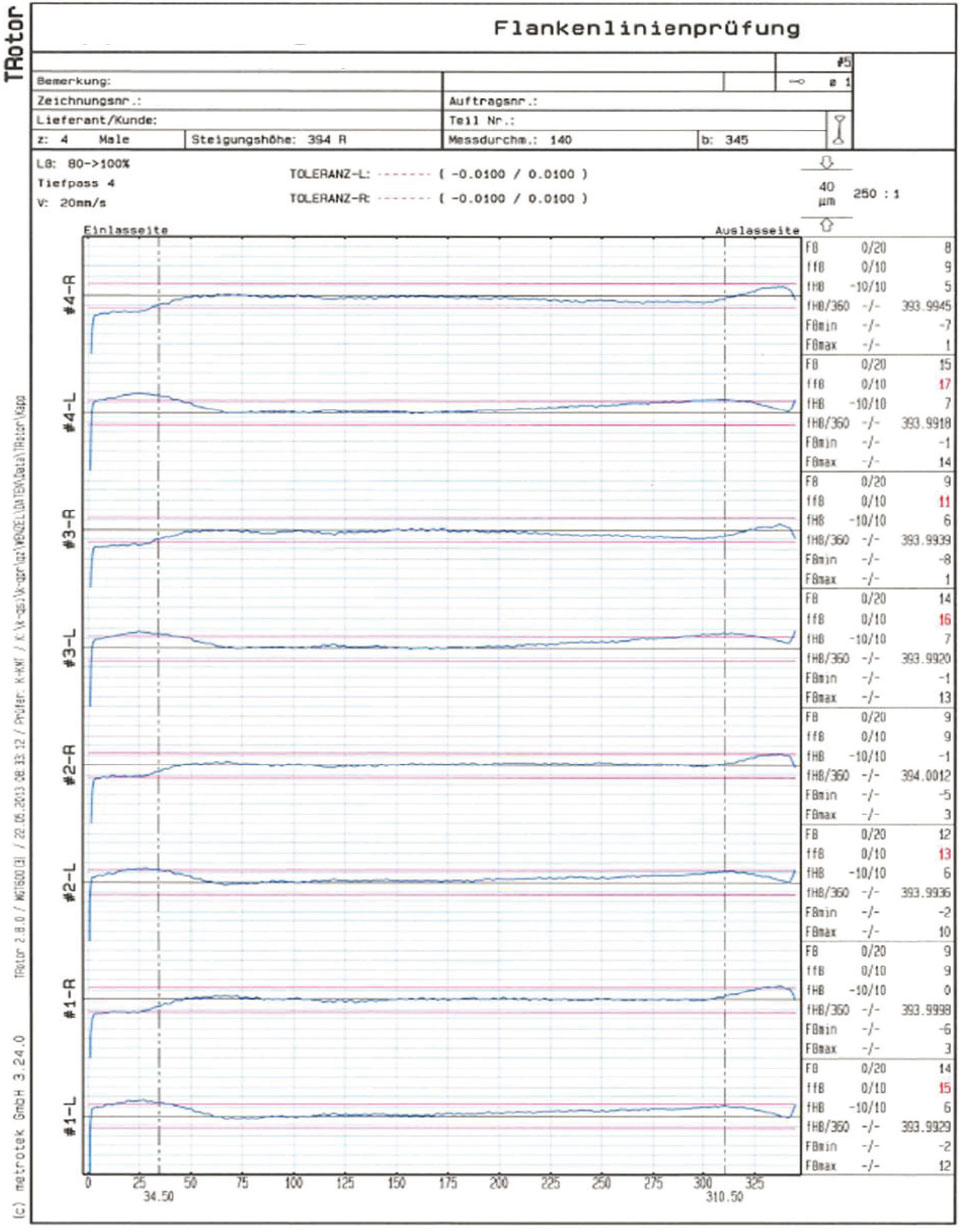 Im numerischen Protokoll sind die maximalen Abweichungen und die Gesamtabweichung zahnbezogen dargestellt. Auch eine translatorische und rotatorische Bestfit-Einpassung der einzelnen Schnitte lässt sich vornehmen. In weiteren Diagrammen werden die Steigungsabweichungen der Schraubenlinien, die Einzel- und Summenteilungsfehler als auch Parallelitätsabweichungen für die Mantellinien des Grundkreiszylinders dargestellt.
Im numerischen Protokoll sind die maximalen Abweichungen und die Gesamtabweichung zahnbezogen dargestellt. Auch eine translatorische und rotatorische Bestfit-Einpassung der einzelnen Schnitte lässt sich vornehmen. In weiteren Diagrammen werden die Steigungsabweichungen der Schraubenlinien, die Einzel- und Summenteilungsfehler als auch Parallelitätsabweichungen für die Mantellinien des Grundkreiszylinders dargestellt.
Geringe Mess- und Rüstzeiten
Bei Messung von Schraubenverdichtern mit einer WGT Verzahnungsmessmaschine ist eine ‚Zwangszentrierung‘ des Werkstücks möglich. Dabei wird der Schraubenverdichter über die Wellenzentren zwischen den Spitzen des Gegenhalters fixiert. Dieses Vorgehen bietet einige Vorteile: Die Messung kann ohne Ausrichtung an den Lagerstellen erfolgen, was die Messzeiten verkürzt. Es können auch Rotoren geprüft werden, deren Lagersitze noch nicht bearbeitet oder eventuell sogar beschädigt sind. So besteht die Möglichkeit, das Profil unabhängig von einer definierten Ausrichtung zu prüfen. Auf Basis dieser Messungen kann der Bearbeitungsprozess der Werkzeugmaschine kontrolliert werden. Unabhängig davon, ob der Schraubenverdichter über die Lagerstellen ausgerichtet oder ohne Ausrichtung gemessen wird, die Auswertung von Profil, Flanke und Teilung kann immer auf Basis der gescannten Messwerte erfolgen.
 Für diese komplexe Messaufgabe müssen neben der einmaligen Messprogrammerstellung lediglich die benötigten Tasterkonfigurationen definiert und vorbereitet werden. Meist wird für die Messung ein einzelner Taster benötigt. Nur in Ausnahmefällen kommt ein zweiter Taster zum Einsatz, der über eine Wechseleinrichtung während des Messablaufes vollautomatisch eingewechselt wird. Somit sind die Rüstzeiten vernachlässigbar gering.
Für diese komplexe Messaufgabe müssen neben der einmaligen Messprogrammerstellung lediglich die benötigten Tasterkonfigurationen definiert und vorbereitet werden. Meist wird für die Messung ein einzelner Taster benötigt. Nur in Ausnahmefällen kommt ein zweiter Taster zum Einsatz, der über eine Wechseleinrichtung während des Messablaufes vollautomatisch eingewechselt wird. Somit sind die Rüstzeiten vernachlässigbar gering.